Balloon Drawing을 쉽게하는 방법을 소개합니다.
무료 프로그램인 픽픽(PickPick)을 사용하면 쉽게 넘버링을 할 수 있습니다.
검색창에 픽픽을 검색하신 후 프로그램을 설치합니다.

프로그램 설치 후,
넘버링 할 도면을 열어둔 다음 아래 화면의 '영역을 지정하여 캡처'를 클릭하여 도면을 캡쳐합니다.
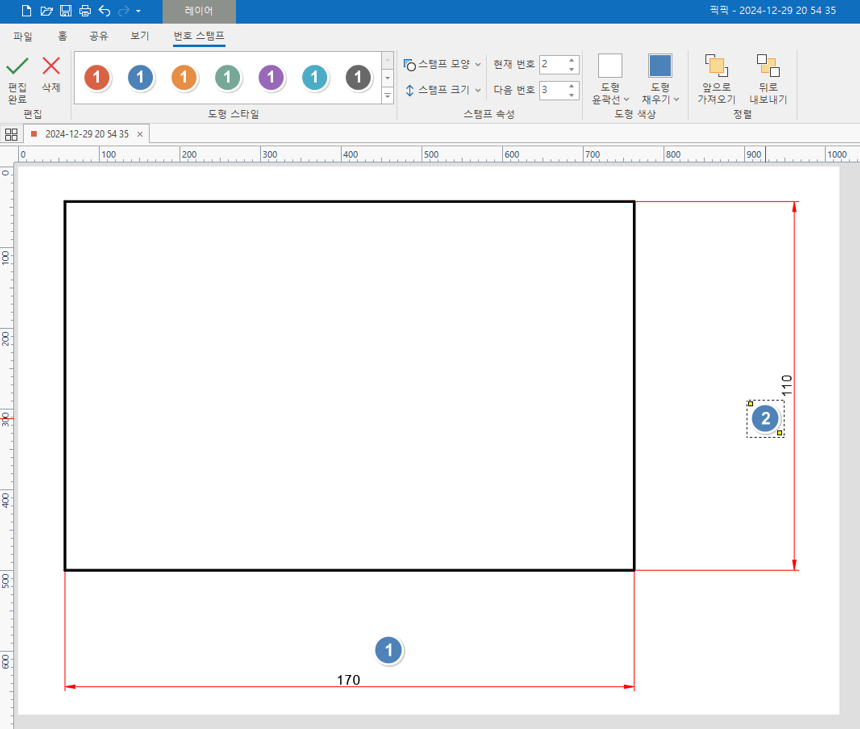
아래와 같이 도면이 캡처되었다면, 상단의 '스탬프' 아이콘을 클릭합니다.
클릭하면 아래와 같이 여러가지 기호를 삽입할 수 있는데, 그중 '①' 이 넘버링 기능입니다.
색깔은 원하는 색으로 넣으면 됩니다.
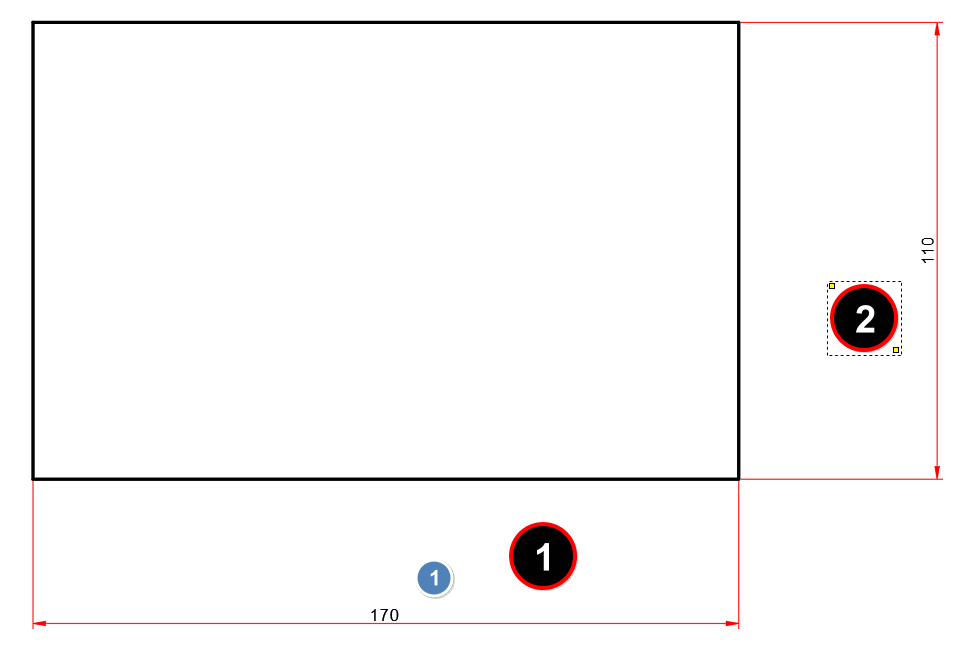
원하는 색을 선택한 후 아래와 같이 캡처된 도면 치수 근처에 도장을 찍듯이 마우스 왼쪽 버튼을 순차적으로 클릭해주면
도면 넘버링을 할 수 있습니다.
아래 화면처럼 넘버링 된 기호의 크기, 윤곽선 색깔, 배경색 등 편집이 가능하며, 마우스 드래그로 위치도 조정이 가능합니다.

'설계 관련 정보' 카테고리의 다른 글
| [ 공부 ] 금속 열처리 (소입, 소려, 소둔, 소준) (0) | 2024.01.14 |
|---|---|
| 냉방 사이클에 대해 (0) | 2022.01.07 |
| 알루미늄 합금 표기 체계 (0) | 2022.01.04 |
| 압력 정량 토출기 (Pressure Dispenser) (0) | 2021.03.02 |
| 원터치 피팅 (호수 끝에 연결하는 커넥터? 조인트? 소켓?) (0) | 2021.01.30 |
